銷售熱線:021-66105556



| 閥門外觀常見缺陷與鑒定 發布時間:17-08-01 |
閥門外觀常見缺陷與鑒定 由于產品制造、質量檢驗和現場驗收標準的不一致,各標準對缺陷的判定原則不一樣,有時會出現不同的檢驗結論。如鍛造閥門產品標準 GB/T 1228-2006中允許在極限尺寸5%或1.5mm范圍內的缺陷存在,鑄造閥門產品標準 JB/T 7927-2014中允許A和B的2個例子的缺陷存在。閥門現場驗收標準 SY/T 4102-2013規定,閥門外表面不得有裂紋、砂眼、重皮、斑疤、機械損傷、銹蝕、缺件、銘牌及油漆脫落等現象。 閥門質量檢驗標準SH 3515-2013 規定,閥體為鑄時其表面應光滑,無裂紋、縮孔、砂眼、氣孔、毛刺等缺陷,閥體為鍛件時其表面應無裂紋、夾層、重皮、斑疤、缺肩等缺陷。 石油天然氣具有易燃、易爆,且腐蝕性強,閥門質量檢驗除嚴格執行委托標準 SH3518-2013外,還應參考閥門現場驗收規范和我國閥門的制造水平,在擇優選擇供貨廠家,加強出廠檢驗的同時,閥門質量檢驗應以缺陷位置、大小、形狀,以及閥門的工作壓力、工作介質、使用環境等進行綜合評定,既能保證產品質量,又能做到公正、公平。 外觀缺陷評定 2014年,長慶油田技術監測中心共檢驗各類閥門 170284只,有 5622只閥門不合格,不合格率為3.30%,其中外觀質量檢驗不合格2817只,占檢驗不合格總數的 50.11%。 主要有砂眼、氣孔、裂紋、機械損傷、縮孔、標志和閥體壁厚不合格等(如下圖 圖1) 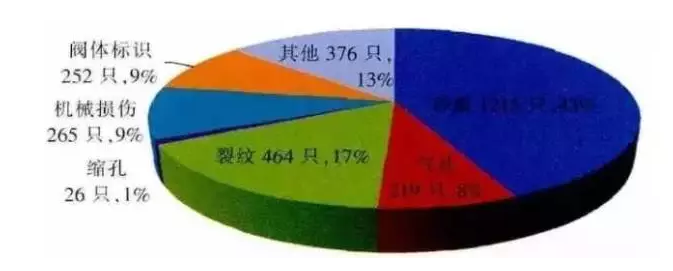 圖1 閥門外觀缺陷統計 結構和尺寸 1外觀特征 主要是閥桿端部未加工,閥桿與手輪不能緊密結合,閥門開閉不靈活,或閥體壁厚、閥桿直徑、結構長度不符合標準要求,如圖2中的 Z41H-25 DN50閘閥,標準規定的長度為 230mm,實測長度為178mm。  圖2 結構長度不合格 2 檢驗方法 閥門結構可以通過目測檢驗,閥體壁厚一般使用超聲波測厚儀,結構長度一般使用游標卡尺、卷尺、深度尺等工具儀器,壁厚測定時應將被測部位打磨光滑,以免影響測試的精度。閥體最小壁厚一般出現在流道兩側或閥體的底部。 3 缺陷評定 閥門結構、閥體壁厚、結構長度、閥桿直徑不合格的閥門直接判定為不合格。 砂眼和氣孔 1外觀特征 砂眼是鑄造閥門的表面常見的缺陷,主要出現在閥門外表面,砂眼內部有砂或白色的渣,外形不規整,深淺不一。氣孔一般出現在鑄造閥門的內部、表面或近于表面處,表面比較光滑,呈圓形或橢圓形,有時孤立存在,有時簇集在一起,常與夾渣或縮松并存(圖3所示)。如果是反應性氣孔,通常不大,在鑄件表面或鑄件表面以下不太深的地方,如果是侵入性氣孔,面積稍大,常呈圓形、橢圓形或針孔狀。 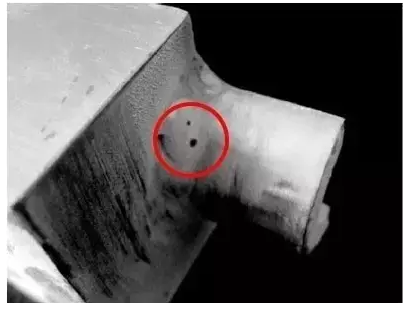 圖3 氣孔 2 檢驗方法 目視檢驗即可發現砂眼和氣孔。對于閥體內部的砂眼和氣孔可借助手電筒,缺陷的深度可采用覆膜法或細鐵絲等來判斷其深度。對于漆色不同或有明顯凹坑的部位應注意,必要時可借助起子等工具剔除油漆,防止缺陷部位被底漆掩蓋。 3 缺陷評定 閥門表面存在氣孔或砂眼,將會減小其有效承載面積,容易引起應力集中而降低鑄件的抗沖擊性、抗疲勞性和致密性,影響鑄件的耐腐蝕性和耐熱性也有不良的影響$一般閥體與閥蓋的承壓部位、法蘭密封面不允許有氣孔和砂眼存在,閥體的澆注口和閥門的法蘭非密封面不允許有密集狀、 蜂窩狀以及深度超過1.5mm或任一個100mm X 125mm面積范圍內氣孔數量不超過3 個且深度不超過 1.0mm的氣孔或砂眼。 對于深度不確定的氣孔或砂眼應從嚴判定,防止出現穿透性缺陷。對于絲杠、手輪、手柄以及支架等部位存在的缺陷只要不嚴重影響產品的外觀、強度和使用性能,可以按照合格品進行驗收。 縮孔和疏松 1 外觀特征 縮孔和疏松一般位于鑄件閥門的最后凝固的部位(熱節處)或結構突變部位(圖4 )。縮孔和疏松內表面沒有氧化色,形狀不規則、孔壁粗糙并伴有許多雜質和細小的氣孔。 圖4 疏松 2 檢驗方法 縮孔和疏松外觀不易發現,壓力試驗過程中一般會發生滲漏。試驗中應注意觀察閥門的澆注口、冒口、閥體的收縮部位,試驗結束后應用手觸摸以上部位,防止油漆掩蓋而造成缺陷漏檢。 3 缺陷評定 縮孔極易造成閥門的結構不連續,出現縮孔或疏松應直徑判定為不合格。 裂紋 1 外觀特征 裂紋一般出現在鍛壓閥門閥體兩壁交接的熱節部位和結構突變部位,如法蘭根部、閥體外壁凸起的表面處(如圖5)。裂紋的深度較淺,一般以發紋為主。熱裂紋外形曲折而不規則、 縫隙寬、 斷面有嚴重氧化、無金屬光澤、裂紋沿晶界產生和發展。冷裂紋一般是直的,開裂處金屬表面未氧化,裂紋常穿過晶粒延伸到整個斷面。 圖5 裂紋 2 檢驗方法 閥門表面的裂紋除用目視檢測外,也可用磁粉或滲透檢測。 3缺陷評定 裂紋的存在減少了閥門承載截面積,而且裂紋端部形成尖銳的缺口,應力高度集中,容易擴展導致破壞。通常明顯可見的裂紋是不允許的,無論其位置和大小均判定為不合格。發現裂紋后可以用砂輪打磨,若確認裂紋已經完全消除,且未損傷閥門表面,厚度減薄又不明顯,可以判定為合格,否則按退貨處理。 機械損傷 1 外觀特征 機械損傷是閥門在運輸、搬運、吊裝、堆放等過程中產生磕碰性損傷,或下料、切割等形成的加工性損傷,如凸面或平面密封的法蘭密封面上的劃傷、壓痕,鑄件冒口氣割面和鍛件的飛邊切割處因不加工而形成的缺陷,如圖6 所示。這些缺陷達到一定深度時,也將影響閥門的質量及壽命。 圖6 機械損傷 2 檢驗方法 閥門表面的機械損傷目視檢驗即可發現,缺陷的深度可用焊縫檢驗尺或深度尺進行測量。 3 缺陷評定 凸面或平面密封的法蘭密封面上的徑向劃痕、機械損傷以及內測邊緣的缺損,環連接的法蘭密封面槽的2個側面存在劃痕和碰傷等缺陷,將影響閥門法蘭的密封性,一般不允許存在。法蘭非密封、閥體和閥蓋表面的劃痕和機械損傷只要深度在余量范圍內,不影響閥門的整體質量,可以按合格品進行驗收。但是對于尖銳的劃痕必須打磨光滑,防止出現應力集中。 閥體標識及其他 主要是閥體壁厚,結構長度不合格或閥體上壓鑄的公稱壓力、商標存在涂改現象,檢驗過程中應防止套牌或低壓閥門代替高壓閥門。如圖7中的Z41H-25 DN50型閥門,閥體上鑄造的公稱壓力“25“存在涂改,經測厚,該閥門閥體最小壁厚為7.8mm,不符合石油化工工業用閥門最小壁厚8.8mm 的規定,屬于 1.6MPa 的閥門打磨標志后代替 2.5MPa 的閥門。 圖7 閥體壁厚不合格 總結 閥門外觀質量檢驗合格后才能進行壓力試驗,如果外觀質量不合格,輕則閥門在試驗過程中出現刺漏,重則產生爆炸開裂事故,如果缺陷判定不準,將會造成不必要的浪費,甚至產生質量糾紛。因此,不同閥門的功能和可靠性要求不一樣,可接受的缺陷也不一樣,閥門表面缺陷的判定要根據閥門的用途、缺陷的類型、位置、大小等綜合分析,才能科學、公正、公平進行質量檢驗,滿足油氣田工程建設的需要。 維護:
(1) 清洗閥門:對清洗一般介質,只要用水洗凈就可以。但對清洗有害健康的介質,首先要了解其性質,再選用相應的清洗辦法。 (2) 閥門的拆卸:將外露表面生銹的零件先除銹,但在除銹前,要保護好閥座、閥芯、閥桿與推桿等精密零件的加工表面。拆裝閥座時應使用專用工具。 (3) 閥座:密封面有較小的銹斑與磨損,可用機械加工的方法進行,如損壞嚴重必須換新。但不管修理或更換后的硬密封面,都必須進行研磨。 (4) 閥桿:表面損壞,只能換新。 (5) 推桿、導向與密封表面的損壞:對反作用執行機構必須換新,而對正作用執行機構,可用適當的修理后使用。 (6) 壓縮彈簧:如有裂紋等影響強度的缺陷,必須換新。 (7) 易損零件:填料、密封墊片與O型圈,每次檢修時,全部換新。閥芯、膜片必須檢查是否有預示將來可能發生的裂紋、老化與腐蝕痕跡,根據檢查結果,決定是否更換,但膜片使用期一般最多2-3年。 (8) 閥門組裝要注意對中,螺栓要在對角線上擰緊,滑動部分要加潤滑油。組裝后應按產品出廠測試項目與方法調試,并在這期間,可準確地調整填料壓緊力、閥芯關閉位置。 上兆閥門其他產品: 閘 閥 截止閥 球 閥 蝶 閥 緊急切斷閥 電磁閥 水力控制閥 止回閥 刀型閘閥 旋塞閥 過濾器 減壓閥 疏水閥 隔膜閥 調節閥 阻火器 呼吸閥 燃氣閥門 冶金閥門 |
|
||
|
||
|
||
|
||
|
||
|
||
|
||
|
||
|
||
|
||
|
||
|
||
|
||
|
||
|
||